Saving Energy in New Flagship Industrial Facilities
After a lengthy ramp-up phase, you are now hopefully running your shiny new manufacturing facility at full volume production.
The newly formed production teams are eager to do what they do best - 'making production happen!'
As the months pass, the question will inevitably pop up - either in a director's review at head office or at the end-of-shift scrum on the production floor itself - "Are we running as efficiently as we can?".
No doubt the finance manager will take great interest in such a question as stretch targets to save money across the company will at some point extend to the 'new flagship facility on the block', the latest addition to the company's asset portfolio tasked with producing the next wave of new-age company products over the next 30 years, and hopefully more.
During the production ramp up phase, the new site may have evaded the corporate team's attention due to lower production volumes, QHSE ISO system set-up & accreditation and their subsequent inability to achieve a comparative MWh/product metric.
Now though, you find yourself producing at full volume; and things start to get serious as the company has set a new stretch target for your flagship facility, aligned with existing sites already in operation - the pressure mounts as suddenly your energy performance (and energy bills) are now under the microscope and being 'normalised' ready for comparison with other much older existing facilities across the company.
So where to start? It's a brand-new facility with state-of-the-art equipment - so it shouldn't take much intervention, right?
The adventure starts here as you discover the plethora of opportunities to save energy (and lots of money) - and the work that's needed to get there!
Biyat Energy & Environment Ltd specialises in both the green design and long-term sustainable operation of new flagship industrial facilities, allowing you, the building owner, to get the most out of your new facility - allowing you to focus on manufacturing high-quality products and achieving those profit margins. Biyat also has a decade of experience setting up ISO 14001 and 50001 systems for new facilities and getting them audit ready with huge success in this regard.
We hope you can benefit from the below pointers on saving energy, taken from our own experience of implementing energy efficiency projects on the ground.
Executive buy-in
The corporate team are probably already highly engaged with energy metrics across the company - It is the new plant director's support which is paramount prior to engaging on serious energy saving programmes across the new facility.
His/her support, coupled with subsequent plant / production manager support is the catalyst that will help drive energy projects beyond the initial hype and keep production teams focussed on energy efficiency in addition to other priorities such as production, quality, re-work (God forbid - as more re-work means more energy), safety, etc.
A good first step in an informal meeting with the plant director, putting energy efficiency on the table whilst aligning expectations going forward. Other interested parties should include the finance director and his team, often tasked with analysing the monthly utility bills that are sure to come thick and fast.
Most ISO management systems including ISO 50001 advocate the creation of a 'Policy statement', in this case an 'Energy Efficiency Policy', which outlines the company vision relating to energy efficiency. Although it may seem to add yet another coveted frame to your main reception - it also sets the tone for what you seek to achieve and prove you're serious about energy - (plus, another tick in the box come ISO audit time!)
Building an 'Energy Focus Team'
Setting up a weekly meeting cadence with key stakeholders (willing volunteers only) from a range of departments across your facility will really help get that discipline and the drive needed for achieving both short- and long-term energy efficiency goals.
Typical attendees may include the facility manager, finance lead, facility engineers who were involved with setting up the facility, the site environmental representative, plus willing representatives who are keen on energy from different production areas i.e. machining and assembly halls, etc. The latter may also be interested in stepping out of their comfort zone with an eye on more senior roles - this initiative will certainly assist them in their personal development goals.
Short, frequent focus groups such as this - coupled with a fixed agenda to review potential energy initiatives and their progress, plus documentation in tracker form (sample below) can help drive tangible results as the focus group hits both low hanging fruit and those bigger items. *Spoiler alert - be careful not to dismiss smaller individual machines as not worth the effort - on a typical machining line, you will find tens of multi-functional machining units operating in parallel/series - if looked at as a whole - they actually take a lot of juice.
The focus group should remain small and 'focussed' (excuse the pun), whilst regularly welcoming fresh guests from across the facility to further garner interest and new ideas.

Extract from previous site 'Concern & Corrective Action' tracker relating to Energy Efficiency (Gas & Electricity)
Applying a Plan, Do, Check, Act (PDCA) methodology
This methodical approach to project planning features in a wide array of management systems. It is critical to employ PDCA when talking about energy efficiency - due to the mission critical nature of many production systems, plus the time & complexity it takes to restart certain operations i.e. industrial ovens, washes, pre-programmed robots etc. Things will really start to backfire if people just start switching off machinery 'willy-nilly' in the name of saving energy, with a total disregard for production team needs. You will quickly lose friends from amongst the production operatives as well which is the opposite of what you want.
Discussions relating to potential energy saving opportunities should be made as a group in the weekly energy focus sessions, with buy-in from key stakeholders, especially those who are responsible for the machines in their respective area(s). Going over their heads in this regard is a big no-no.
Expect some resistance and initial misunderstanding when discussing potential initiatives.
Some common remarks seen as obstacles to project ideas may include "We need to leave that machine running all the time, even between shifts and non-production days because it takes so long to start up", or "we can't switch it off otherwise we need to re-program it from scratch upon start up - losing valuable production time", and "we discussed the issue with the vendor and it seems the machine is inefficient by design".
The PDCA methodology and deeper discussion can resolve such qualms. For example, the start-up times may be based on rumours of what the machine is capable of, rather than the actual machine's ability. It may be that the equipment was not correctly set-up or a component i.e a heating element, was wrongly sized during installation against the intended design. Regarding loss of start-up programming - in one instance we found the memory card storing the programme code for a robotic operation was simply malfunctional thus couldn't properly reload when the equipment was turned off and on again.
In summary, following such a methodology starting with 'planning' is really the message here and a hallmark of any successful energy efficiency project. Once something is planned (PLAN), then performed (DO) and validated (CHECK) - further expansion of the initiative can take place (ACT) across further machines or areas using the same or similar protocol, based on the successful pilot / trial exercise. (Remember, baby steps here are good).
Energy monitoring -'You can't manage what you can't measure'
A common adage in the industrial sector. The ability to measure energy consumption is a very effective way of validating real-time consumption both before and after implementation of energy efficiency projects - especially when done remotely.
It's important to cross-check results and to validate any cost savings to secure boasting rights!
Newly built flagship industrial facilities should have the distinct advantage of modern electrical supplies to equipment with some degree of energy monitoring already included by default. Such a situation can be mildly engineered during the RFQ phase to machine vendors - by ensuring a 'sustainability specification' forms part of the tender package with a direct reference to 'machine energy monitoring'. Machine vendors should be taken to task and driven to provide not only proven technologies that guarantee a quality product - but also a machine that has a low carbon footprint from cradle to grave.
The provision of energy monitoring and respective digital dashboards also provides an illustrative reference which can help 'bring to life' how much energy is being used, and sometimes aid in preventative maintenance in cases where identical machines are operating in parallel for redundancy purposes.
Such dashboards can and should be tailored to extract meaningful data that is in a coherent language for the benefit of the machine operator(s) and production management. In the below example, the machine HMI by design features a user-friendly energy dashboard.
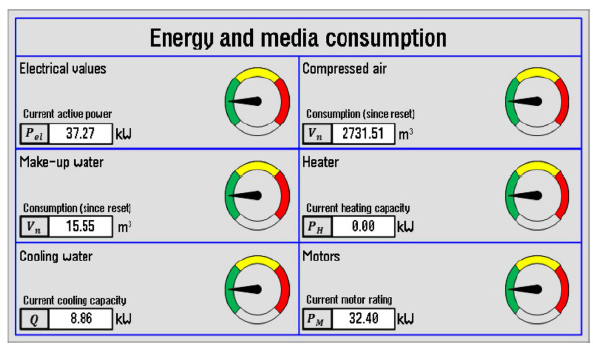
Machine HMI Energy Dashboard
Typical site-wide energy monitoring configurations can include a breakdown of electricity, gas and water usage across the site.
It is not required to sub-meter absolutely everything. The cost of installing such an array of meters would probably be overwhelming plus drown you in data.
Metering methodologies mostly focus on providing consumption visibility across the main building areas with a special focus on SEU's (Significant Energy Users) as shown in the below illustration.

Typical utility metering configuration for a large new manufacturing facility
Electrical sub-metering of individual building areas, machinery in the production hall areas plus chiller units really allows you to hone in on each machine and compare between parallel units (as applicable) - via a 'live' feed.
Gas sub-metering per building area will allow you to identify potential energy saving opportunities (and heat wastage). Especially if fitted at the AHU gas burner level.
Water sub-metering split across the tank room (before it enters the main building), fire water system (usually it's free so good to account for it) plus industrial consumers such as evaporative cooling plant, machine coolant / chiller plant make-up, demineralisation plant (and the like), industrial washes, toilet blocks, etc. will provide a really good insight into where your water is going and how much.
Another sub-metered item that can be of benefit is 'lighting' as a stand-alone item per main building area plus externally for easy comparison and visibility of consumption.
Other items that are worth metering also include any roof/ground mounted PV arrays plus underground rainwater harvesting units. It costs a lot of capital to install so well worth seasonal monitoring to validate they are giving you 'bang for your buck'! Plus, it can help identify/troubleshoot any operational issues, component faults, etc. that can limit your renewables generation.
The benefits of utility / sub-metering are enormous as the below graphics demonstrate showing month-on-month comparisons of specific zones over the course of several years. They also assist in prioritising energy efficiency projects according to their cost (electricity usually wins on that one) and quantity (MWh/M3) respectively.

Typical month-on-month utility breakdown by area/zone
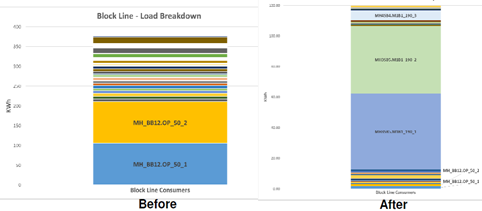
Typical machine line breakdown per machine. Before and after energy-efficiency project implementation.
Energy Auditing
A good old auditing programme can keep you grounded and aware of the sights and sounds of the main building areas, especially production zones.
A rolling schedule can be created covering the main SEU areas as per any standard auditing programme. The audit timings can be standardised to cover different shifts (if really necessary or once your auditing becomes more 'next level') - however our preferred approach is to keep it light at first performing the audit at a standard non-production time between shifts or in the early morning hours of a non-production day. The target is to see what is running that shouldn't be, with no one around. Since it is just an audit, the intention is to document and not to switch things off in case there is a specific reason for an item running in line with the PDCA methodology mentioned.
At least for the first few audits, it is well worth doing them in person as a small team. Once you are more aware of the common issues - you can create automatic energy reports from your EMS (Energy Monitoring) system that tell you what you want to know 'first thing on a Monday morning', i.e. if a non-production day is on a Sunday. Such reports can be set to auto-distribute to the relative zone owners / production managers, etc.
The observations can be documented and reviewed in the weekly Energy Focus Groups with the relevant stakeholders and progressed as necessary.
Keeping your eyes and ears open during the audit is of paramount importance - i.e. the sound of motors / conveyors running, lights left on, water and compressed air leakage, etc.
Behavioural change
As with any behavioural change programme, whether it be safety, environment or in this case 'energy efficiency' - it's important to get as many people on the boat as possible - at all levels of the organisation.
Incentive programmes, friendly competitions between production teams / zones, award schemes, bonus pay, digital announcements, visual posters (as per below), etc. can all support relaying the message you want to communicate, keep people engaged and is also a great way to show off the site's successes in managing energy in a positive way.
It's also important to consider your audience, who may include non-technical personnel - conveying the message in a way that they can relate to it - i.e. by using comparisons which they associate with on a daily basis.
For signs, even simple things like changing the format, or even changing the location(s) are methods that keep people alert - and more importantly keeps them engaged.

Example energy saving poster aimed at encouraging behavourial change (confidential details removed) Credit: Designed by Andrew Cattell.
Standard Operating Procedures
Short note on this one, as you may have seen in the above poster. The closing sentence reads 'Operate controlled shut-down procedures for machine at end of shift'. This is extremely important!
In line with the PDCA methodology, it's important to understand the DNA of how your machines operate and their limitations to enable creation of robust 'SOP's' that don't negatively affect production. This is best done with both vendor and operator input. The operators use these machines daily and know how they tick better than you and me!
Target setting
It's important to set realistic 'MWh/KWh/M3 per unit produced' targets for energy usage across your site or even per manufacturing areas (as applicable).
As energy usage is typically coupled with how many items are manufactured, it is often handy to format targets in such a way. They can be documented, analysed and reported to stakeholders including to senior management on an ongoing monthly basis to drive improvements.
It is also useful to set up a running comparison with other sites within the company both nationally and internationally.
Key changes to tariffs should also be documented as this will affect another important factor closely monitored - the dreaded '$/£ per unit produced' metric.
For the first year of target setting, the initial target may just be a finger in the air or calculated based on predicted/existing performance data with a bit of stretch. Going forward though, a realistic amount of 'stretch' provides a robust 'year-on-year' drive towards continuous improvement. Something you can show off at the next ISO 14001 audit to get that much needed 'tick in the box'.
Usually, the company's corporate environmental team will have a strong grasp of target expectations per site and set one on your behalf to save you the trouble :).
Energy billing
In short - go through your monthly utility bills with a fine-tooth comb and read the small print! The finance team will also be looking at them so it's a good chance for a coffee session with them in a quiet corner.
Most large organisations have a central 'energy procurement' function. The buyer in this role is typically very 'au fait' with the market energy prices across the board and procures energy deals in advance (sometimes 'years' in advance), taking advantage of good price deals / bulk buying / varying rates, etc. - hopefully saving 'a huge amount' of money for the company.
It's important to have a close working relationship with the energy buyer, to kick around ideas on how to limit potential energy over-spend, upcoming tariff changes - and also to understand how 'Energy Triads' work - and to cleverly pre-navigate them (as best as you can). A 'Triad Alert' notification system can be set-up but it often doesn't give you the window needed to react so it's best to prepare designated protocols in advance for use during peak energy (red tariff) periods and when Triads are most likely to occur.
In short, consuming a high amount of electricity during a Triad period will cost you a lot of money and offer a great potential to reduce your energy bill if avoided by way of controlled shutdowns or even manipulating your shift patterns (if possible) to avoid them.
Another interesting parameter on the electricity bill - is the 'MVA allowance' figure. It's worth keeping your eye on the allowance given vs the actual MVA utilised on the site.
Sometimes an exaggerated MVA figure is provisioned for a new industrial site's electricity incoming supply based on projected design machine loads which are higher (due to the well-known 'fudge factor'). In one example, we observed a provisioned allowance that was approx. triple the site's actual use.
Before engaging with the power provider, it is worth noting the allowance is not something you can change whenever you feel like it. It may be once you lower your allowance, you might not get it back due to reallocation to someone else - so it's safe to 'future proof' and keep your future production requirements in mind.
Significant monetary savings can be achieved though, by 'recalibrating' your allowance in line with realistic actual and future projected use once you have enough facility data to make such a decision.

Example MVA allowance data before and after 'recalibration' of the allowance cap.
Seasonal Commissioning
Ever wondered why your office is so hot (or cold)? feeling a dry mouth whilst operating in the production hall for hours on end? Need sunglasses in your production hall? Hear the loud noise of compressors on your chillers on a snowy day? These are all signs that your site can do with a bit of 'seasonal commissioning'.
This item is covered in a previous article which you can see here.
Typically performed on a quarterly basis, such an exercise is performed to ensure your lighting and HVAC systems are not only operating according to design - but also in line with the seasonal need - i.e. making use of free cooling in winter and free heating in summer.
The prevention of over-lighting is also an item considered during seasonal commissioning. I.e. Semi-automatic assembly halls (which include inspection stations and 'people') typically require higher lighting levels than fully automated machinery halls that have far fewer staff.
Default parameters can also be tinkered with via the BMS (Building Management System) according to the reality of the plant during operation as design figures are not always what's needed. A good example includes AHU fan speeds - which are typically set up during commissioning - there is opportunity to tinker with them too to save some valuable KWh.
Keeping a log of original vs edited parameters is really important in case you need to revert to original settings and more importantly - to keep an eye on any inadvertent / unintended changes to the system.
Typical design intent vs seasonal commissioning HVAC/lighting parameters according to room schedule. Courtesy of Arup Associates.
What's even more critical however - is a regimented 'Change Management' system. For example, access should be limited regarding changes to key building services such as production hall HVAC systems. Not only can it undermine energy efficiency efforts, affect comfort and cause clashes between different operating systems (i.e. AHU's serving adjacent areas working against each other) - it can also affect production in the case where i.e. adhesives or components have a temperature tolerance for manufacturing.
In one example we found numerous 'superusers' with control access to the site's BMS (Building Management System) which led to many clashes / deviations from the intended seasonal operation of the HVAC systems.
In short - the number of superusers should be limited to the facility management team (with password protection) - with desired changes discussed as part of the regular energy focus groups.
Building Occupancy Surveys
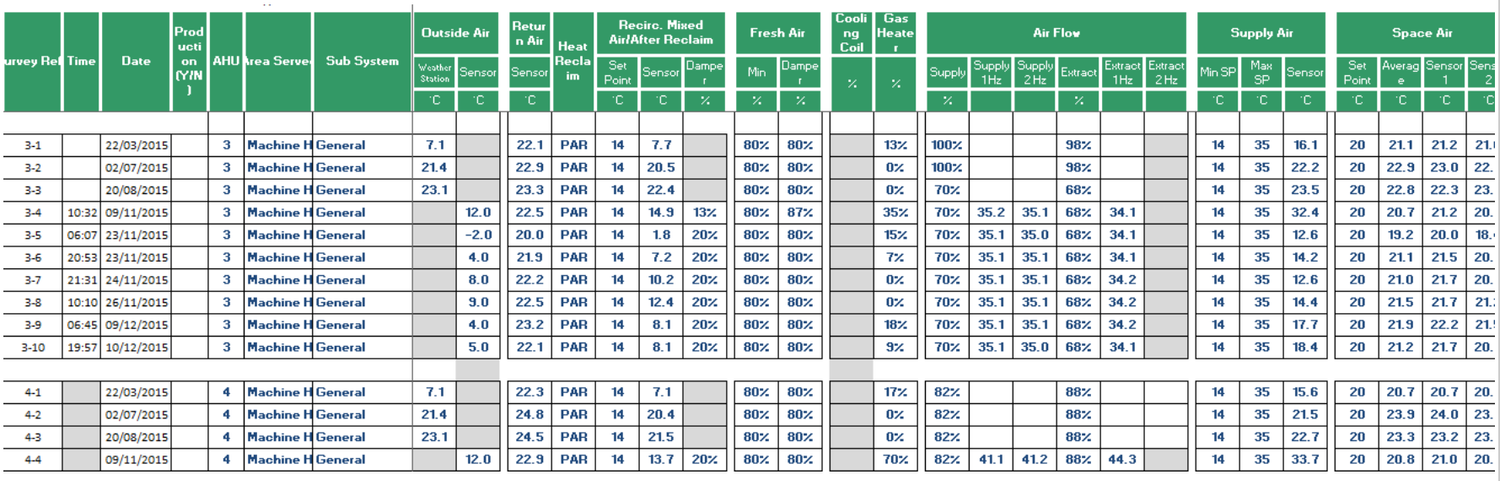
A dedicated survey (online or paper based) can be set up to gain live feedback from building users across the board to understand their satisfaction with the services (HVAC, lighting, etc.) and retrieve specific comments that may point to potential seasonal commissioning issues. Some extracts can be found below - their value cannot be underestimated! Especially via the comments box at the end.

Extract from a 'Building Occupancy Survey'.

Example of collated 'Building Occupancy Survey' results.
Benchmarking
Needless to say - a common question executives love to ask is, "What does good look like?".
This is a polite kick up the backside for a site to present how their performance rates against other competitors - and more importantly - do they have the best energy performance?
To help answer this question, benchmarking can really help pave the way in this regard. In competitive industries it is unlikely you will be able to obtain direct competitor energy data (unless it's old stuff from colleagues who worked there a while ago) - even from their annual sustainability reports as they are not usually published openly. You might also struggle to get an invitation to walk around their production areas.
However, benchmarking non-competitors (even in different industries) can open up much 'food for thought' in ways you never expected. For sure they can learn from your site and vice versa.
Therefore, we encourage cross-industry benchmarking exercises with a structured agenda agreed 'up front' to maximise the value of such exercises. Both parties should be clear on 'what they want to get out the exercise' - so they can focus on these learning points during their respective site visits / QA sessions, etc.
Training
Finally, provision of training to those engaged with energy efficiency projects is a really excellent way of upskilling your existing staff to be more focussed on topics such as 'energy efficiency'.
Various training institutions provide such training - one such provider is the Energy Institute (London, UK) who provide an excellent Advanced Energy Manager course and also CMGA's 'Mission Critical Professional' course offering.
The 'value-add' aspect of the course is the 'networking with peers' who also partake on the course - they typically hail from various industries very different from your own - which will increase your knowledge outside your bubble - and also help you with the benchmarking thing we discussed a little earlier!

We hope you found this article useful!
If you are looking for project support relating to the 'Green Design' of your next advanced industrial facility, or hands on 'Energy Efficiency' project management...
Contact — Biyat Energy & Environment Ltd (biyatenergyenvironment.com)
This article was written by Luay Zayed, 'Advanced Energy Manager / Mission Critical Professional Certified' and 'Founder' of Biyat Energy & Environmental Ltd. A global energy and environmental consultancy specializing in turnkey engineering solutions that protect the environment and improve energy efficiency in the manufacturing & industrial sectors.